Диски диоксида циркония 95 мм белого цвета TZ полупрозрачные
| Размеры | 95 x 10 | 95 x 12 | 95 x 14 | 95 x 16 | 95 x 18 | 95 x 20 | 95 x 22 | 95 x 24 |


*Рекомендованные программы разработаны для синтеризации реставраций до 3х единиц. Более протяженные работы требуют уменьшения скорости подъема температуры прямо пропорционально количеству единиц в изделии
Сырьем для производства нашей продукции служит порошок диоксида циркония, стабилизированный иттрием, производства одного из крупнейших мировых производителей – концерна TOSOH (Япония). Нанодисперсные порошки наивысшего качества, произведенные этим концерном, применяют практически все мировые производители аналогичной продукции.
Производимый нашей компанией продукт представляет собой диск правильной круглой формы диаметрами 95 мм и различной толщиной, произведенный путем аксиального и изостатического прессования порошка диоксида циркония марки TOSOH с последующей пресинтеризацией на новейшем баварском оборудовании. Заготовки, произведенные зарубежными компаниями в такой последовательности прессования, имеют индекс «премиум» и стоят они на четверть дороже, для наших же изделий – это стандартное производство. Для полного производственного цикла приобретено в Германии (85%) и Швейцарии (15%) оборудование, изготовленное по нашему техническому заданию и не имеющее аналогов в Европе. В нем реализованы все новейшие технические решения, учтен опыт работы таких передовых европейских специализированных предприятий, как Dental Direkt, Zirkonzahn, Iso Ceram, DeguDent, Metoxit AG.
Линия производства:
Исходным материалом для производства заготовок является нанодисперсный порошок диоксида циркония, стабилизированного иттрием фирмы TOSOH (Япония).
На первом этапе порошок в стандартной упаковке поступает на участок подготовки порошка, где развешивается на аналитических весах в специальную тару для засыпки в бункеры-дозаторы аксиального пресса. На этом же участке производится смешивание различных видов порошков для получения, стандартизованных 16 оттенков заготовок. Смешивание производится на программируемом стенде по технологии, созданной на основании рекомендаций фирмы TOSOH.
Далее порошок подвергается осевому прессованию на специальном аксиальном прессе по программе, разработанной для этого вида порошковой смеси. Полученные заготовки в полуавтоматическом режиме перемещаются линейным манипулятором на рабочее место предварительного контроля.
На этапе предварительного контроля производится замер весовых параметров и визуальный контроль на отсутствие трещин и механических повреждений. Годные изделия вакуумируются специальной пленкой, укладываются в спецподдоны и перемещаются тележками-накопителями на участок изостатического прессования.
После изостатического прессования заготовки подвергаются предварительному отжигу (пресинтеризации) в специальных программируемых керамических печах. Отожженные заготовки обрабатываются механически на токарно-фрезерном центре с ЧПУ.
Далее заготовки поступают на участок финишного контроля, где на специальном оптическом оборудовании проводится комплексный контроль выходных параметров с фиксацией их для каждой отдельной партии. Здесь учитывается тип, сорт и партия исходного материала, состав и способ приготовления смеси, температурные режимы пресинтеризации и другие параметры, которые фиксируются в акте контроля, сохраняемом в цифровом виде и на бумажном носителе в течение 15 лет – сроке службы конечного изделия (стоматологической реставрации).
Прошедшие финишный контроль заготовки маркируются на специальном принтере, где сольвентными чернилами наносятся физические размеры и тип заготовки, номер партии исходного материала и дата изготовления, а также специальный параметр – коэффициент объемной усадки материала, который необходимо учитывать при последующей фрезеровке стоматологических реставраций по CAD/CAM технологии. Коэффициент объемной усадки рассчитывается по результатам обработки линейных параметров контрольного образца – пробы специальной конфигурации, вырезаемой из одной заготовки каждой партии. Проба проходит цикл отжига до тетрагональной фазы спекания порошка диоксида циркония в специальной лабораторной печи по заданной программе и затем микрометрируется.
Механические свойства заготовок:
| Наименование показателя | Размерность |
| Марка порошка по рецептуре TOSOH
Z pex | |
| | Zpex Smile | Z pex | 3YSB-E |
| 1. Плотность прессованного материала (до пресинтеризации) | г / см 3 | 3.26 | 3.22 | 3.14 |
| 2. Плотность после спекания (пресинтеризации) | г / см 3 | 6.04 | 6.08 | 6.07 |
| 3. Прочность на изгиб ( не менее) | МПа | 600 | 1100 | 1400 |
| 4. Трещиностойкость | МПа м 1/2 | 2.4 | 5.0 | 5.0 |
| 5. Твердость (HV10) | | 1250 | 1250 | 1250 |
| 6. Модуль Юнга (Е) | ГПа | 200 ± 2.2 | 200 ± 2.2 | 200 ± 2.2 |
| 7. Коэффициент температурного расширения (25 - 500° C) | | (9.9 ± 0.2) 10 -6 1/К | (9.9 ± 0.2) 10 -6 1/К | (9.9 ± 0.2) 10 -6 1/К |
Примечание по пунктам таблицы:
по пункту 1: при условиях осевого прессования 200 кгс/см2 и 2000 кгс/см2 при изостатическом прессовании
по пункту 2: скорость нагрева 600 °С/час, выдержка 2 часа при 1450°С
по пункту 3: испытания по стандарту JlS R 1601 (испытания на изгиб по трем точкам)
по пункту 4: испытания по стандарту JlS R 1601 (SERB Method)
Описание типов и видов заготовок из порошков ZrO₂ :
Заготовки из порошков ZrO₂ без оттенков по шкале VITA
по пункту 5: испытания по стандарту JlS R 1601 (нагрузка 98.07N)
| Марка исходного порошкового материала фирмы TOSOH | Тип | Буквенное обозначение, вводимое в кодировку заготовки |
| TZ-3YSB-E | Белый непрозрачный, т.н. опаковый (классический) | TZ |
| Z pex | Белый полупрозрачный или транслюцентный | T (Translucency) |
| Z pex smile | Белый высокопрозначный или супертранслюцентый | HT (High Translucency) |
Заготовки из порошков ZrO₂ с оттенками по шкале VITA
| Оттенки по стандартной шкале VITA | Буквенное обозначение степени прозрачности | Основной компонент смеси | Дополнительные компоненты смеси фирмы TOSOH | Примечание |
| A1, A2, A3, A3,5, A4, B1, B2, B3, B4, C1, C2, C3, C4, D2, D3, D4 | T | Zpex | Zpex-Yellow, Zpex-Pink | Для любых реставраций |
| A1, A2, A3, A3,5, A4, B1, B2, B3, B4, C1, C2, C3, C4, D2, D3, D4 | HT | Zpex Smile | Zpex Smile-Yellos, Zpex-Pink, Zpex Smile-grey | Для реставраций фронтальной (лицевой) части челюсть |
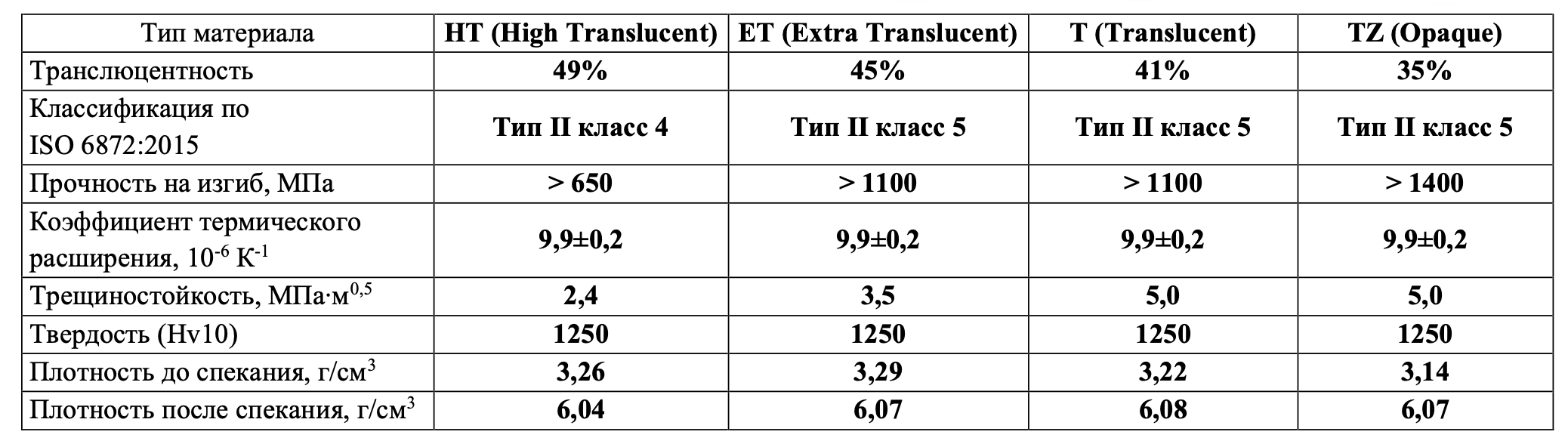
Транслюцентность.
По поводу величин светопропускания (транслюцентности) стоматологических реставраций, выполненных из заготовок, имеющих в обозначении буквы H и НТ. Основу этих заготовок составляют порошки Zpex и Zpex Smile (см. таблицу «Описание типов и видов заготовок из порошков ZrO₂»). Заготовки, которые мы производим, предназначены для изготовления различных стоматологических реставраций. Реставрации могут отличаться по степени светопропускания в ту или иную сторону в зависимости от строгости соблюдения процесса синтеризации – окончательного отжига.
Таблица обжига
| Температура, °С | Шаг температуры | Время цикла |
| Комнатная температура - 1450-1500°C | +10 °C/мин | |
| 1450 - 1500 ° C | | 2 часа |
| 1450 - 1500 ° С - комнатная температура | -10 ° С/мин | |
Примечание: параметры обжига в специальных печах приведены компанией TOSOH как рекомендательные. Конкретные параметры характеристики должны выбираться изготовителем стоматологических реставраций исходя из характеристик самой печи и вида выполняемых работ (одиночные коронки, мосты малой или большой протяженности (более 3-х единиц) и т.д.
Основные компоненты:
ZiO2 (диоксид циркония), Y2O3 (оксид иттрия) и пр.
Классификация ISO 6872:2008
Тип II / класс 6
Физические характеристики Прочность на изгиб: ≧1000 МПа
Коэффициент теплового расширения при t=(25 - 500℃): 9,9(±0,2) ×10-6/K
Порядок работы
(1) Извлеките диск из стандартной упаковки и убедитесь, что диск не имеет трещин и пр. повреждений.
(2) Установите диск во фрезерный станок, затем установите фрезы.
ВНИМАНИЕ! При установке многослойного диска с обозначением ML убедитесь, что диск установлен правильно, т.е. текстом ВНИЗ. В противном случае после фрезерования и обжига можно получить конструкцию с перевернутым окрашиванием. На стороне, обратной к стороне с текстом, нанесена цветная точка – это сторона самого темного слоя.
(3) После фрезерования отделите полученный каркас от диска, используя алмазный бор и пр.
(4) Мелкие отходы и пыль после фрезерования удалите с каркаса струей воздуха.
(5) Поместите полученный каркас в огнеупорный тигель и разместите в печи для обжига.
(6) Запекайте каркас в соответствии с Таблицей обжига, указанной в п.3 данной Инструкции.
(7) После обжига и полного охлаждения каркаса придайте конструкции окончательный вид с помощью алмазного бора и пр. (если требуется).
(8) Убедитесь, что полученный каркас не имеет трещин
(9) -1 Отполируйте полученный каркас
(9) -2 Продолжите работать с каркасом, используя керамическую массу для каркасов из оксида/диоксида циркония
8. Вниманию Пользователя
8-1 Использование дисков DZirconia.com противопоказано при изготовлении конструкций для пациентов, имеющих аллергические реакции на компоненты заготовки (в частности, оксид/диоксид циркония).
8-2 Меры безопасности
-Если у пациента, стоматолога или зубного техника наблюдается аллергическая реакция на конструкции, изготовленные из дисков , немедленно прекратите контакт с материалом и обратитесь к врачу.
-При фрезеровании и ручной обработки конструкций из дисков воспользуйтесь респиратором для предотвращения попадания пыли в легкие.
-Для защиты глаз от пыли и прочих частиц материала пользуйтесь защитными очками. В случае попадания пыли в глаза, немедленно промойте их обильным количеством воды и обратитесь к врачу.
-Заготовку используйте только для изготовления протезных конструкций. Не используйте продукт в других целях.
-Не прикасайтесь руками к нагревающим элементам печи для обжига.
8-3 Осторожность в использовании
- Начните работу с заготовкой сразу после ее извлечения из стандартной упаковки.
- Не мойте диск и не допускайте попадания влаги на его поверхность.
- Если Вы обнаружили на диске трещины, не используйте его и обратитесь к Дистрибьютору.
8-4 Хранение
-Храните диск в сухом прохладном месте вдали от солнечных лучей.
-Продукт следует хранить при температуре 10-30°С
-Храните диск в стандартной упаковке. Не извлекайте диск, если не собираетесь им воспользоваться
-Не роняйте диск.
-Диск необходимо хранить в специально отведенных местах, доступ к которым имеют только сотрудники лаборатории.
- Продукт должен быть использован до истечения срока годности, указанного на упаковке.
Многослойные заготовки – ML (Multi Layered) состоят, как правило, из четырех слоев c оттенками по шкале VITA и плавными переходами от прозрачно-белого до темно-коричневого оттенка.
Например: заготовка ML A Light (A1 – A3,5) состоит из четырех слоев с оттенками A1 - A2 - A3 - A3.5, которые располагаются в такой же последовательности по высоте заготовки. Первый и последний слои составляют по 35% высоты, средние – по 15%. В составляющих оттенков данного типа заготовки применяются порошки и добавки на основе Zpex Smile - супертранслюцентных материалов. Т.е. фактически эти слои A1HT (Higt Translusency) - A2HT - A3HT - A3.5HT. Заготовки с обозначением ML A Dark (A1-A3.5) также четырехслойные, но каждый из слоев состоит из порошков и добавок на основе Zpex - транслюцентных материалов, обозначаемых буквой Т (Translusency): A1T - A2T - A3T - A3.5T.
Маркировка заготовки наносится со стороны верхнего (самого светлого) слоя. Для удобства работы оператора фрезерного станка на нижней стороне (самый темный слой) ставится маркером цветная точка.